Ремонт каркасів, зовнішньої металевої обшивки, покрівлі та підлоги (docx)
Ремонт каркасів, зовнішньої металевої обшивки, покрівлі та підлоги
Завантажити конспект в форматі “docx” ви можете в кінці опису.
Зміст:
Найбільш розповсюдженими пошкодженнями в елементах каркасу і металевої обшивки кузовів суцільнометалевих вагонів є згини і зломи верхньої обв’язки, розширення і звуження кузова, руйнування зварювальних швів каркасу та обшивки, корозійні пошкодження металевих деталей кузова. Допустимі розміри при ремонті прогинів і вм’ятин залежать від видів ремонту вагонів. При деповському ремонті допускається сумарне розширення або звуження бокових стін у середній частині міжстоїчного перерізу напіввагонів не більше 60 мм.
Розширення чи звуження однієї стіни в середній частині допускається не більше 30 мм, сумарне розширення бокових стін у площині кутових стійок — не більше 30 мм. Перекіс кузова напіввагону, критого і спеціалізованих вагонів допускається не більше 50 мм. Місцеві вм’ятини при деповському ремонті й прогини стійок, розкосів, верхньої й нижньої обв’язок глибиною більше 30 мм ремонтують правкою або постановкою декоративних накладок з обварюванням за периметром.
Поручні, сходинки більше 25 мм також ремонтують правкою. У вагонних депо і, насамперед, спеціалізованих на ремонті напіввагонів депо рекомендується застосовувати самохідні ремонтні машини (див. рис. 7), що дозволяють механізувати найбільш трудомісткі роботи при ремонті кузовів правкою і зварюванням. Машина обладнана пресами з гідроприводом для правки елементів металевого каркасу, армування підлоги, ліквідації розширення і звуження кузова. А також для притиснення елементів каркасу кузова при зварювальних роботах.
При всіх видах ремонту вантажних вагонів дозволяється заварювати тріщини, зломи верхньої обв’язки з наступним підсиленням однобічними накладками за умови, що на повздовжній стороні кузова є не більше трьох поперечних зломів чи тріщин і не більше двох повздовжніх тріщин довжиною не більше 200 мм кожна.
Дозволяється заварювати тріщини і зломи на розкосах, шворневих і проміжних стійках в будь-якому місці, тільки не більше одного злому чи тріщини на кожному елементі, з обов’язковим підсиленням накладками (див. рис. 8). Кутові стійки, що мають не більше однієї тріщини довжиною до 1/2 поперечного перерізу, дозволяється заварювати з підсиленням накладками. Зломи кутових стійок ремонту на вагоні не підлягають.

Рисунок 7 – Пересувна машина для ремонту напіввагонів: 1 — бічні стійки; 2,7 — пристрій для виправлення верхньої й нижньої обв’язок; 3 — пристрій для виправлення стійок і розширення кузова; 4 — поперечна балка; 5,9 — пульти керування; 6 — пристрій для правки підлоги; 8 — рухомі рами; 10т— привід пересування; 11 — гідропідйомники; 12 — електропривод

Рисунок 8 – Стійки кузова вагона, підсилені профільними накладками
Каркаси кузовів пасажирських і рефрижераторних вагонів ремонтують із застосуванням зварювання. Заварюють тріщини, зломи і наплавляють пошкоджені корозією на 25-50% площі поперечного перерізу місця з підсиленням накладками на шпангоутах у з’єднанні з нижньою й верхньою обв’язкою, на стрингерах, а також на нижній чи верхній обв’язці. На металевій обшивці кузова пасажирських вагонів місцеві вм’ятини глибиною більше 15 мм на 1000 мм довжини бокових і торцевих стін випрямляють.
Також вас може зацікавити:
Кількість таких вм’ятин допускається не більше п’яти на кожній стіні. Вм’ятини на гладкій поверхні бокових, торцевих стін кузова і на гофрах глибиною до 5 мм на площі до 20 см2 дозволяється відновлювати епоксидною шпатлівкою, більше 20 см2 до 250 см2 — їх ремонтують із застосуванням склонаповнювача (тканина, жгут) і епоксидного сполучника. При наявності пробоїн 1, прорізів 2 довжиною більше 100 мм шириною більше 3 мм ремонтують постановкою вставок 3 з приварюванням їх за периметром за умови, що в прорізі між стійками повинно бути не більше однієї вставки (рис. 9).
Ум’ятини в нижній закругленій частині кузова, а також наскрізні пошкодження стін дозволяється зашпатловувати накладками, що приварюються дуговим зварюванням в стик із зачищенням швів заподліцо. Перед початком зварювальних робіт внутрішню обшивку, дерев’яні бруски та ізоляцію на відстані 300 мм по периметру від місць накладення швів знімають для попередження загорання.
В обшивці стін суцільнометалевих вантажних вагонів дозволяється ремонтувати тріщини, пробоїни, ділянки, уражені корозією на глибину більше 30%, постановкою накладок з внутрішнього боку площею, не більше 0,25 м2. При значних пошкодженнях в обшивці вантажних критих вагонів і напіввагонів вирізають лист на всю ширину панелі та приварюють вставку до стійок, верхньої й нижньої обв’язки.
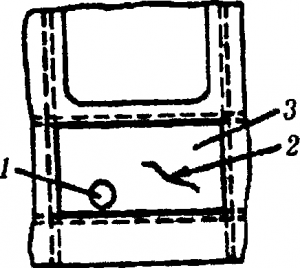
Рисунок 9 – Ремонт металевої обшивки стін
В обшивці бокових стін критого вагона (рис. 10) дозволяється ремонтувати пробоїни і розриви шириною більше 2 мм постановкою накладок чи вставок. Їх кількість в одному прорізі між стійками повинна бути не більше двох. Листи суцільнозварного даху при ураженні корозією або пробоїнах ремонтують приварюванням накладок товщиною 1-1,5 мм. Площа кожної накладки повинна бути не менше 0,3 м2, а відстань між ними — не менше 1000 мм. При великих пошкодженнях листи замінюють.
Вагони, в яких потрібно замінити більше 50% листів даху, направляють на капітальний ремонт для заміни їх на нові. У нижній металевій гофрованій підлозі вантажних критих, ізотермічних і пасажирських вагонів заварюють тріщини 3 (рис. 11) основного металу або зварні шви 1. А також приварюють гофровані накладки 2 за умови, що площа кожної накладки не більше 0,3 м2, а відстань між ними не менше 1 м; вварюють листи секцій при їх частковій чи повній заміні. На консольних частинах рами вагона дозволяється замість гофрованої нижньої підлоги приварювати гладкі сталеві листи товщиною 3 мм.

Рисунок 10 – Ремонт металевої Рисунок 11 – Ремонт металевої
обшивки критого вагона підлоги зварюванням
Також вас може зацікавити: