Ремонт триангелів (docx)
Ремонт триангелів
Завантажити конспект в форматі “docx” ви можете в кінці опису.
Зміст:
У вагоноремонтних підприємствах Укрзалізниці значного поширення набув конвеєрний метод ремонту триангелів. Конвеєр для ремонту триангелів (див рис. 6) установлюють перпендикулярно потоковій лінії ремонту візків моделі 18-100 так, щоб його приймальний пристрій знаходився в зоні роботи консольного крану дільниці з ремонту візків. Приймальний пристрій 2 у вигляді двох похило встановлених направляючих закріплений на верхній рамі конвеєра 5. До протилежного кінця верхньої рами приварені направляючі 6 для скидання. Ремонтна позиція конвеєра обладнана пневматичним поворотним підйомником 15 і захоплювачами 14 для закріплення триангелів при ремонті.
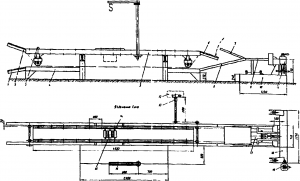
Рис. 6. Конвейєр для ремонту триангелів
Позиція обладнана також поворотним кронштейном 16, на який підвішується пневматичний гайковерт. З цієї позиції здійснюється керування конвеєром. Верхня рама стенда для випробування триангелів 9 з’єднана з нижньою рамою конвеєра 4 похилою поверхнею 8, кінці якої прикріплені до нижньої його рами і до стола стенду за допомогою зварювання. З верхньою рамою конвеєра стіл стенда 9 може з’єднуватися за допомогою з’ємних подовжувачів 7, які призначені для подачі відремонтованих і складених триангелів на стенд їх випробування .
На нижній рамі закріплено пристрій скидання 1. Незакріплені кінці направляючих цього пристрою скидання розташовані донизу і виступають у зону роботи консольного крану візкової дільниці. Транспортувальний ланцюг конвеєра приводиться в рух від електродвигуна через черв’ячний редуктор 12 і з’єднання Гука 13. Поперечні елементи транспортувального ланцюга обладнані пристроями захвату 3. На основі 10 стенда для випробування триангелів установлений пневматичний циліндр 17. Подача стиснутого повітря в циліндр, регулювання тиску і з’єднання циліндра з атмосферою здійснюється за допомогою крана-машиніста 11.
Також вас може зацікавити:
Ремонт візків вантажних вагонів (docx)
На торцевому елементі 18 верхньої рами стенда, яка виготовлена зі швелера № 24, розташовані упори 19. Очищені триангелі, що надійшли із візкової дільниці, укладаються консольним краном на направляючі приймального пристрою І і завдяки нахилу направляючих під дією власної ваги зсуваються на верхню раму конвеєра 5. Слюсар з ремонту рухомого складу за необхідності вмикає електродвигун і приводить до руху ланцюг конвеєра. Захватні пристрої поперечних елементів верхньої гілки транспортерного ланцюга просувають триангелі до ремонтної позиції.
Слюсар закріплює триангель захоплювачами 14, виконує розбирання одного кінця триангелю. Потім триангель звільняється від захоплювачів і за допомогою поворотного підйомника розвертається на 180°. Після цього триангель знову закріплюють і виконують розбирання його другого кінця. На цій же позиції виконують складання триангелю. Триангелі, яким потрібно виконати ремонт зварюванням, подають тельфером у зварювальну кабіну. За всіх видах ремонту вагонів дозволяється:
- відновлювати спрацьовані місця А (див. рис. 7) розкосу під струною триангеля при глибині спрацювання не більше 5 мм шляхом постановки вкладення і приварювання його до розкосу. Зазор між струною і вкладишем не допускається;
- наплавлення спрацьованих отворів Б у розкосі триангеля при глибині зносу не більше 3 мм на сторону;
- заварювання дефектів у зварних швах А (див. рис. 8), приварювання струн і підсилюючих планок триангелів;
- наплавлення спрацьованої різьби Б цапф триангелів;
- наплавлення спрацьованого отвору А (див. рис. 9) запобіжного наконечника триангелю при зносі не більше 10 мм по діаметру;
- наплавлення опорних полок Б, якщо їх довжина менше 80 мм, а товщина — не менша 6 мм.
Після наплавлення отвори і поверхні елементів триангеля піддають механічній обробці до розмірів згідно з кресленням.
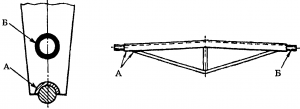
Рисунок 7 – розкос триангеля Рисунок 8 – триангель
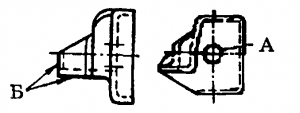
Рисунок 9 – наконечник запобіжний
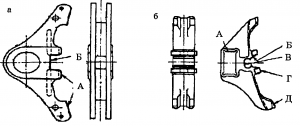
Рисунок 10 – Башмаки вагонів: а) пасажирського; б) вантажного
Після складання триангеля, слюсар вмикає механізм пересування, верхня гілка транспортувального ланцюга (рис. 6) переміщує складений триангель по рамі конвеєра у напрямку випробувального стенду. Кожний триангель випробовують на розтягування. Триангель навантажують зусиллям 120 кН (12 т), потім розвантажують, оглядають і заміряють відстань між балкою і вершиною струни. Навантажування повторно доводять до встановленої величини і витримують на протязі 2-3 хв. Після зняття навантаження триангель знову оглядають і обмірюють.
Величина другого заміру не повинна відрізнятися від величини першого. Зусилля, яке необхідне для випробування на розтягування, передається на триангель на стенді від штока поршня пневматичного циліндра через систему важелів і контролюється по манометру. По закінченні випробувань подовжувані 7 (рис. 6) прибирають і зсувають триангель на похилу поверхню, по якій він надходить на нижню раму конвеєра (під нижню гілку транспортувального ланцюга). Подальше пересування тріангелю здійснюється при русі транспортувального ланцюга.
При цьому захоплювач поперечних елементів нижньої гілки ланцюга пересуває триангель по поверхні нижньої рами до пристрою скидання. Розміри триангелів візків моделі 18-100 після ремонту повинні відповідати кресленню. Загальна довжина триангелю по наконечникам повинна бути в межах 1836-1860 мм, відстань між башмаками повинна бути 1517±3 мм. Наконечники триангелю повинні мати ширину 85±2 мм. При ширині менше вказаної необхідно приварити пластину до встановленого розміру. Різьбу на кінцях триангелю перевіряють різьбовим калібром М 30×3,5.
При зазорі по діаметру і вздовж різьби більше 0,8 мм, при наявності більше 3-х пошкоджених або зірваних ниток, різьбу відновляють наплавленням з наступною механічною обробкою. Спрацьовані натискні площі цапф триангелю наплавляють зносостійкими електродами і обробляють запідлице з кромками швелера. Загальна ширина цапфи після обробки наплавленої поверхні повинна бути 46,7 — 1,0 мм, висота — 80 мм.