Ремонт кришок розвантажувальних люків і дверей напіввагонів (docx)
Ремонт кришок розвантажувальних люків і дверей напіввагонів
Завантажити конспект в форматі “docx” ви можете в кінці опису.
Зміст:
Основними несправностями кришок розвантажувальних люків і торцевих дверей напіввагонів є: випуклість, прогини, пробоїни і тріщини, а також спрацювання їх запірних механізмів. При капітальному ремонті вагонів кришки люків і торцеві двері з напіввагона знімають і ремонтують, а при деповському ремонті — знімають тільки у разі необхідності. Випуклість і прогин кришок люків більше 25 мм усувають правкою на пресах. При деповському і поточному ремонтах дозволяється без зняття з вагона приварювати підсилюючу планку 1 (рис. 13) переднього косинця обв’язки і планки під запірні косинці 2, заварювати пошкоджені зварювальні шви кутових косинців З, тріщини 4 довжиною не більше 100 мм кількістю не більше двох.
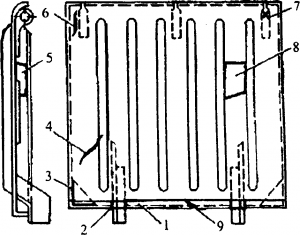
Рисунок 13 – Кришка розвантажувального люка напіввагона
Зі зняттям з вагона на кришках люків можна виконувати всі перелічені роботи і додатково такі:
- заварювати тріщини в гофрах і кутниках з підсиленням кутовими і плоскими накладками 5 товщиною 6 мм і довжиною 100 мм;
- заварювати тріщини 6 в кутах або місцях розташування зварювальних швів при нарахуванні тріщин не більше чотирьох і довжині кожної з них не більше 100 мм з обов’язковим підсилюванням накладками, що повинні перекривати тріщину не менше, як на 50 мм з усіх сторін;
- заварювати променеві тріщини 7 в отворах для заклепок кріплення кронштейнів, приварювати накладки 8 розміром не більше 200×400 мм в кількості не більше трьох на відстані одна від одної не менше 150 мм;
- приварювати скоби запірних косинців 2 і заварювати тріщини 9 в передній відбуртовці, що не виходять на полотнину кришки, з подальшим підсиленням накладкою довжиною до 100 мм.
Також вас може зацікавити:
Ремонт кузовів критих вагонів (docx)
Зварювальні роботи дозволяється виконувати за умови, що товщина металу в місці накладення шва не менше 4 мм. Спрацьовані деталі запірного механізму відновлюють наплавленням. У закритому стані сектор повинен щільно замикати закидачку (рис. 14). Величина заходу закидачки за поле кронштейна повинна бути не менше 44 мм, та зазор між пальцем сектора і скобою запірного механізму — 5-14 мм.
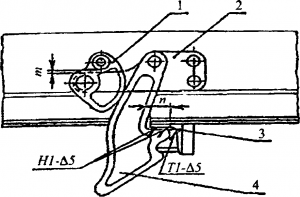
Рисунок 14 – Запірний механізм кришки люка піввагона:
1 — сектор; 3 — кронштейн; 2 — скоба; 4 — закидачка
Для усунення місцевих зазорів між кришкою люка і щільністю її прилягання здійснюють правку відповідного місця або приварюють не більше двох планок загальної товщини до 12 мм на горизонтальні полички запірних косинців. Ширина планок має бути 50 мм, а довжина — 60-100 мм. Якщо у відкритому стані кришка люка спирається не на обидва упори, тоді дозволяється на один з упорів наварювати прокладку. Торсіонні механізми розбирають, їх деталі оглядають і ремонтують.
Найбільше спрацювання в шарнірних з’єднаннях не повинно перевищувати 3 мм. Кут закручування торсіона визначають за розташуванням нижнього важеля в роз’єднаному стані. Кут нахилу нижнього важеля від вертикальної осі повинен складати 25-30°. Шарнірне з’єднання важеля змащують графітним мастилом. Після встановлення на напіввагон кришка люка повинна підніматись зусиллям однієї людини. Ремонт торцевих дверей здійснюють аналогічно ремонту дверей універсальних критих вагонів.
Також вас може зацікавити:
Ремонт рам і кузовів вагонів (docx)