Ремонт і відновлення деталей кривошипно-шатунного механізму
4.3 . Ремонт і відновлення деталей кривошипно-шатунного механізму
Завантажити книгу у форматі “word” ви можете в кінці опису.
Відновлення та ремонт колінчастих валів. Колінчасті вали дизельних двигунів виготовлюють зі сталі 45-50 Г. Корінні та шатунні шийки обробляють струмами високої частоти (СВЧ) на глибину 2.5-6.5 мм до твердості HRCe. 46-60.
Парад відновленням виявляють основні дефекти:
– задири і тріщини корінних та шатунних шийок;
– спрацювання поверхонь під шків, противагу і шестерню;
– спрацювання поверхні під фланець колінчастого вала, поверхні отворів від штифти фланця, шпонкових пазів, установочного штифта;
– виття торцевої поверхні від фланець;
– згин колінчастого вала.
Відновлюють колінчасті вали у такій послідовності:
– заварюють шпонкові пази;
– наплавляють конічну поверхню підшипників, шийки під передню противагу та шестерню;
– проточують поверхню центрових отворів та наплавлених шийок;
– шліфують корінні та шатунні шийки, наплавлені поверхні;
– перевіряють шатунні та корінні шийки на наявність тріщин;
– розточують отвори під втулку;
– запресовують втулки;
– розточують отвори під фланець колінчастого вала; фрезерують шпонкові пази;
– округлюють фаски та масляні канали;
– виконують суперфінішну обробку та полірують корінні і шатунні шийки;
– маркірують вал;
– розгортають отвори під штифт;
– запресовують штифт;
– балансують колінчастий вал;
– перевіряють колінчастий вал на відповідність технічним вимогам.
Відновлення шийок колінчастого вала до нормального розміру. Один із способів відновлення розроблений фірмою «Реrе». Він передбачає наплавлення електродом діаметром 1,2 мм під шаром флюсу, який не пропускає кисню та азоту з атмосфери. Метал, покритий шлаком, охолоджується порівняно повільно, що сприяє виходу газів та бульбашок зі сплаву та запобігає утворенню тріщин у шві. Твердість наплавленого шару НКС, 45-55, при цьому повністю відновлюється міцність колінчастого вала від втомленості.
Відновлюються шийки у такій послідовності. Виявляють тріщини та обробляють їх шліфувальною машинкою або вручну. Шийки із задирами та іншими дефектами теж шліфують. Після цього колінчастий вал встановлюють на наплавлювальний верстат. Зашпаровують отвори масляних каналів спеціальним цементом. Нагрівають шийку до 250 °С та наплавляють м’яким електродом з низьким вмістом вуглецю, а потім — легованим. Наплавляють два і більше шарів, залежво від ступеня спрацювання поверхні. Припуск на обробку шийки встановлюють не менше 3 мм.
Відразу після наплавлення колінчастий вал рихтують до ставу при якому биття вала не перевищує 0,1 мм. Потім його встановлюють на 15 хв в установку для знімання напружень (якщо наварювалися всі шийки — у термічну піч, якщо кілька шийок — в енергетичну установку, де піддають коливанням). Така обробка відразу після наплавлювання забезпечує упорядкування робіт, забезпечує упорядкування атомів у поверхневих шарах, що знімає напруження. Потім вал охолоджують приблизно до 100 °С та обробляють наварені шийки на шліфувальному верстаті з припуском на подальшу обробку 0,2-0,3 м. Далі на шліфувальному верстаті переносним пальником гартують оброблені шийки. Відкривають отвори для проходження масла за допомогою спеціальної фрези та шліфують їх. Потім колінчастий вал шліфують остаточно під розмір та полірують.
Тривалість ремонту п’ятиопорного вала чотирициліндрового двигуна при нарощуванні шатунних та корінних шийок становить 5-6 год. На практиці під час відновлення шийок колінчастих валів доводиться усувати й інші дефекти.
Позитивну оцінку ремонтних підприємств отримав технологічний процес відновлення шийок колінчастих валів, розроблений алтайським моторобудівним виробничим об’єднанням. Суть методу полягає в тому, що на попередньо підготовлені та нагріті струмом високої частоти до 250 °С шийки валів наплавляють дріт Нп-30ХГСА під шаром флюсу АН-348А. Потім їх відпалюють при температурі 600-650 °С. За необхідності вал правлять. Далі обточують, шліфують і струмами високої частоти загартовують до твердості НКС, 44-48. правлять методом карбування та відпалюють при температурі 200-250 °С протягом 2,5 год, шліфують і піддають магнітній дефектоскопії, балансуванню та поліруванню. За необхідності усувають інші дефекти.
Наплавлення під шаром флюсу АН-348А з подальшою термообробкою забезпечує стабільність структури та твердість металу відновлених колінчастих валів. Наплавляють у цьому випадку пружинним дротом II класу або дротом Пн-30ХГСА діаметром 1,6 мм при такому режимі: сила струму 180-220 А, напруга 25-30 В, частота обертання вала 2-2,5 хв швидкість подачі дроту 1.6—2,1 м/хв, крок наплавлення 4-6 мм/об. Наплавлений метал має твердість НКС, 32-40 та легко піддається механічній обробці різцем. Наплавлені шийки гартують струмами високої частоти, а потім шліфують. При відновленні валів наплавленням галтелей не наплавляють або ж наплавляють у середовищі вуглекислого газу.
Усунення спрацювання посадочних місць під шків, противагу та шестерні. Спрацьовані поверхні наплавляють на верстаті У-651У4 або на токарно-гвинторізному, оснащеному наплавлювальною головкою ОКС-6569, електродуговим наплавленням дротом 18ХГС або 30ХГС діаметром 1-1,5 мм у середовищі вуглекислого газу. Діаметральна товщина шару 2,5 мм. Поверхні, які наплавляють, екранують мідним кільцем. Після цього перевіряють стан центрових отворів.
Забоїни, вм’ятини та сліди корозії виправляють розточуванням на токарногвинтовому верстаті типу 1К63 або 16К20. Для цього колінчастий вал затискують у патроні за першу шийку, а під крайню встановлюють люнет. Вивіряють вал, щоб биття корінної шийки не перевищувало 0,03 мм.
Виправляють центровий отвір проточуванням до зникнення слідів спрацювання.
Для виправлення другого центрового отвору вал затискують у патроні за поверхню колінчастого вала, а люнет встановлюють під першу шийку та підтискають центром. Наплавлені поверхні проточують на верстаті типу 1К63 із застосуванням різців з твердосплавними пластинами марки ТК. Шліфування оброблених поверхонь виконують на круглошліфувальних верстатах типу 3Б161 шліфувальним кругом 14А82-ПСМ1-С2 7К5 35 м/с 1 кл. А (ГОСТ 2424-83*).
У процесі шліфування контролюють биття оброблених поверхонь відносно спільної осі вала граничними скобами, мікрометрами та конусними калібрами.
Усунення спрацювання шпонкових пазів. У середовищі вуглекислого газу заварюють шпонковий паз та наплавляють всю шийку зварювальним дротом 08Г2С або 08ГС товщиною 0,8-1,2 мм на напівавтоматі А-547У або УДГ-301 для дугового зварювання. Паз заварюють на всю глибину з виступом приблизно на 1 мм. Потім шийку обробляють, як описано раніше. Фрезерують шпонкові пази на горизонтально-фрезерному верстаті типу 6Р82Г.
Для точного розміщення та обробки паза застосовують спеціальні пристрої. Контролюють положення паза відносно діаметральної поверхні на кутове зміщення відносно осі першого кривошипу.
Усунення прогину вала. Незначний прогин колінчастого вала (0,2 мм) усувають шліфуванням корінних та шатунних шийок. При великих згинах вал правлять. Із усіх відомих способів заслуговує на увагу спосіб карбування галтелей. Позитивні результати одержують, якщо прогин не перевищує 0,75 мм (биття 1,5 мм) у площині, перпендикулярній площині кривошипів. Якщо прогин знаходиться у площині кривошипів, карбують галтелі у зоні перекриття корінних та шатунних шийок на дузі 40-50° у напрямку стріли прогину.
Карбування проводять пневматичним або ручним молотком послідовно спочатку галтелей, суміжних з корінною шийкою максимального прогину, потім наступну пару галтелей. Якщо прогин не вдається усунути, карбують наступну, найвіддаленішу пару. Якщо і при цьому прогин не усувається, то карбування повторюють у вказаній послідовності. Якщо максимальний прогин знаходиться у площині, перпендикулярній кривошипам, карбують галтелі, розміщені симетрично відносно шийки максимального прогину, тобто ділянки під кутом 45° до площини кривошипа.
Спрацьовані установочні штифти замінюють новими, виготовленими із сталі 45. а отвори під них у фланці колінчастого вала розгортають на всю довжину під ремонтний розмір та запресовують у них ступінчасті штифти такого самого ремонтного розміру.
Торцеве биття фланця усувають шліфуванням його поверхні на круглошліфувальному верстаті типу ЗБ161.
Усунення спрацювання шатунних та корінних шийок обробкою на ремонтний розмір. Основні дефекти шатунних та корінних шийок — зменшення діаметра, спотворення геометричної форми (конусність та бочкоподібність), тріщини, заднрн та інші механічні пошкодження. Тріщини усувають заварюванням. Геометричні розміри шийок виправляють шліфуванням на ремонтний розмір. Багато колінчастих валів мають незначні спрацювання шийок, тому для зниження трудомісткості та кількості перешліфувань введені додаткові ремонтні розміри шатунних та корінних шийок через 0.25 мм.
Як правило, шийки шліфують під один ремонтний розмір, але при не обхідності їх можна перешліфувати на різні ремонтні розміри: одночасно з обробкою шліфують галтелі, а також заплічики. що утримують колінчастий вал від осьових переміщень. Для суперфінішної обробки залишають припуск 0.01мм. Шийки обробляють круглошліфувальним кругом 14А40-ПСМ2 7 К5 35 м/с 1 кл. (ГОСТ 2424-83*) при режимі: швидкість обертання круга 25-35 м/с, швидкість обертання деталі 15-25 м/хв. поперечна подача круга 0,02-0,03 мм.
Виходи фасок масляних каналів шатунних та корінних шийок округлюють пневматичною шліфувальною машиною типу ИП-100 з головкою Г св. 10, и потім полірують шкуркою РСС за допомогою спеціальної конічної оправки.
Фінішні операції. Безвідмовність та ресурс колінчастого вала залежать від точності форми поверхонь, що обертаються у підшипниках, та паралельності їх твірних до осі вала. Велике значення також має якість робочих поверхонь. При шліфуванні шийок вала на поверхнях, що контактують зі шліфувальним кругом, можуть виникати припали, плями пониженої, твердості, тріщини. У межах гребенів поверхні пониженої твердості з’являється аморфна структура, знижується мікротвердість робочих поверхонь та їх несуча спроможність.
Для усунення цього недоліку в технологічний процес введені операції суперфінішної обробки шатунних та корінних шийок колінчастого вала. У процесі цієї операції з поверхонь знімають аморфний метал. Рідина, що застосовується при обробці, змиваг металевий та абразивний пил.
Внаслідок збільшення опорної поверхні у 4-6 разів зростає несуча спроможність шийок вала. Створюються сприятливі умови для утримання масляної плівки на поверхні невеликої шорсткості. Тривалість припрацюваняя з’єднання шийка вала — вкладиш підшипника значно скорочується, а зазор між ними після припрацюваняя практично не збільшується. Це забезпечує тривалу надійну роботу підшипникових з’єднань.
Суперфінішну обробку корінних та шатунних шийок (з галтелями) вико-нують на напівавтоматі 3875 для суперфінішування або на верстаті СШ 301 брусками 25АМ20СМ2-С1 7к6 (ГОСТ 2456-82*).
Полірування шийок стрічками не дає потрібного ефекту, оскільки шорсткість робочих поверхонь покращується незначно, а аморфний шар залишається заполірованим.
Знаходження та усунення тріщин у колінчастих валах. Тріщини бувають технологічного або експлуатаційного походження. До технологічних належать тріщини, що виникають у процесі виготовлення або ремонту колінчастого вала, його механічної та термічної обробки.
Ці тріщини переважно спрямовані вздовж осі вала.
До експлуатаційних належать тріщини, які утворилися від втомленості, а також термічні, що виникають при перегріванні щок. Тріщини від втомленості виникають, як правило, в місцях концентрації напружень (біля галтелей, на щоках, у мастильних отворах), а також в результаті розвитку дефектів металургійного та технічного походжень, які виникли раніше.
На колінчастих валах зустрічаються такі види поверхневих тріщин: поперечні та кільцеві, що розвиваються у перерізі, перпендикулярному поздовжній осі; поперечні або близькі до них за напрямком в щоках; похилі на циліндричній поверхні шийок, розміщені під великим кутом до поздовжньої осі вала. Найнебезпечніші — тріщини від втомленості на галтелях та у місцях переходу в щоки.
Ремонту не підлягають, тобто вибраковуються. колінчасті вали з тріщинами на галтелях; з тріщинами довжиною понад 5мм на шийках, розміщеними під кутом 34° до осі: з тріщинами. що починаються ближче 6 мм від щоки: з трьома і більше тріщинами довжиною понад б мм на одній щоці; з 10 і більше тріщинами довжиною до 5 мм на одній щоці (рис. 239).
Допустимі тріщини зашпаровуються по всій довжині глибиною 0,3±0,1 мм та радіусом 1,5-2 мм. Гострі кромки притупляють та полірують до шорсткості 0,64 мкм.
В результаті контролю ремонтними підприємствами бракується 3-8% колінчастих валів з тріщинами (3/4 а них із поперечними тріщинами, що виходять на мастильні отвори або галтелі, решта поздовжні тріщини довжиною понад 10 мм).
Досвід показує, що 70-80% поломок відбувається на ділянці перекриття щок від корінної галтелі до шатунної, решта— по циліндричній частині корінних шийок. Отже при дефектації необхідно особливо уважно контролювати місця найбільш імовірних поломок.
Дефектоскопія колінчастих валів. У вагоноремонтному виробництві для виявлення тріщин застосовують прилади, в основу яких покладений магнітнопорошковий метод, описаний раніше. Для магнітнопорошкового контролю колінчастих валів ремонтним підприємствам постачають дефектоскопи МД-50П. Існують й інші методи, наприклад, удар металевої кульки, характер та тривалість звуку якої свідчать про наявність чи відсутність тріщин.
Балансування колінчастих валів. Кожний колінчастий вал після ремонту балансують, оскільки у процесі Його експлуатації та ремонту порушується симетрія у розподілі мас. Невідбалансований вал при розбиранні викликає змінні сили інерції, а значить, коливання дизеля і рами, на якій його встановлено. Зрівноважування колінчастого вала необхідне для зменшення цих коливань та створення умов для рівномірного обертання. Динамічної зрівноваженості колінчастого вала досягають видаленням або додаванням частин маси у поперечному перерізі. Однак, виходячи із конструктивних особливостей вала, його зрівноважують свердлінням отворів або фрезеруванням щок.
Для балансування колінчастих валів на шатунні шийки дизелів усіх модифікацій встановлюють технологічні тягарі, маса яких відповідає масі шатунно-поршневих комплектів, та технологічні диски, що мають заданий дисбаланс, який дорівнює допустимому дисбалансу маховика дизеля. Потім встановлюють та закріплюють колінчастий вал на верстаті, визначають масу та місце розташування дисбалансу.
Після цього методом проб усувають дисбаланс, встановлюючи у масляні канали заглушки відповідної маси або знімаючи фрезою та висвердлюючи частину матеріалу щок. При кожній пробі колінчастий вал знімають з верстата. Місце свердління або фрезерування вала обумовлюється в технічній документації на ремонт. Якщо одержано дисбаланс менше допустимого значення, колінчастий вал знімають та демонтують зрівноважувальні тягарі.
Контрольні параметри — це розміри поверхні шатунних та корінних шийок; радіус кривошипу; овальність та конусність шатунних шийок; довжина упорної корінної шийки; биття середніх корінних шийок відповідно крайніх, фланця кріплення маховика та шийки під шестерні; зовнішня масло згінна різьба; глибина маслозгінної різьби; шорсткість та твердість поверхні шатунних та корінних шийок, поверхонь галтелей.
Після завершення всіх ремонтних операцій колінчастий вал миють для видалення технологічних забруднень та обробляють антикорозійним покриттям.
Ремонт і відновлення шатунів. При відмовах, пов’язаних а несправностями шатунів, виконують капітальний ремонт дизеля. Іноді його списують. Тому при ремонті й складанні особливу увагу приділяють контролю шатунів.
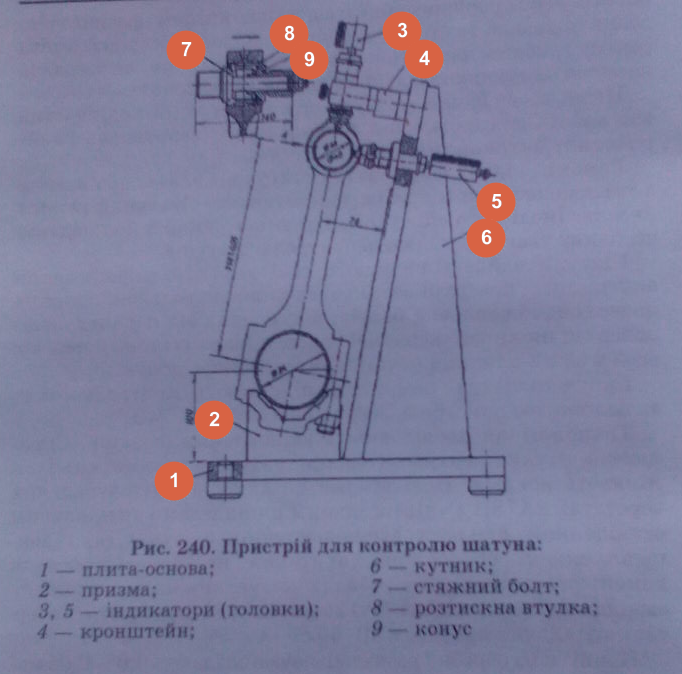
Шатуни найчастіше мають такі дефекти: спрацювання внутрішньої поверхні верхньої та нижньої головок, опорних поверхонь під головки болтів; відхилення від паралельності поверхні нижньої і верхньої головок (скручування); перекіс осей в одній площині (згин), яке перевищує допустиме.
Скручені шатуни ремонту не підлягають. Контролюють їх за допомогою пристрою, зображеного на рис. 240.
Технологічна послідовність відновлення шатунів. Спрацьовані втулки верхньої головки шатуна випрасовують і замінюють новими. Нові втулки на алмазно-розточувальних верстатах 2А78Н з універсальним шпинделем і спеціальним оснащенням, яке враховує конструкцію шатуна. Для підвищення якості робочої поверхні втулки і надійності її посадки виконують імпульсивне розвальцьовування на вертикально-свердлильному верстаті 2А125 або 2А135 при частоті обертання 1000 хв протягом 30-50 с.
Припуск на обробку розвальцьовування дають 0,03-0,05 мм. Шорсткість робочої поверхні втулки після розвальцьовування не перевищує 0,32 мкм.
Спрацювання нижніх головок шатуна пов’язане зі спрацюванням робочих поверхонь або деформацією головки, що призводить до збільшення поздовжньої і зменшення поперечної осей. При незначних спрацюваннях (0,1 мм) для шатунів дизелів середньої потужності отвори відновлюють зніманням металу на кришці і шатуні у площині рознімання і наступним розточуванням і хонінгуванням отвору. Площини рознімання кришок і самих шатунів обробляють на плоскошліфувальному верстаті із застосуванням спеціального для кожної моделі шатуна оснащення.
Складені з кришками шатуни розточують на вертикальному алмазноро-розточувальному верстаті 2А78Н, укомплектованому універсальним шпинделем. Хонінгують шатуни на хонінгувальних верстатах 3А83 або алмазними хонами за таким режимом: швидкість зворотно-поступального руху 8-12 м хв, частота обертання 30-40 хв, тиск притискання брусків 0,3-0,6 МПа, охолоджувальна рідина — суміш з 70% гасу і 30% веретенного або трансформаторного масла. При менших спрацюваннях нижньої головки шатуна шліфують тільки кришку, а при подовженні діаметра отвору вздовж осі шатуна, пов’язаного з його деформацією, хонінгують нижню головку.
Опорні поверхні нижньої головки шатуна (піл головку шатунного болта) спрацьовуються, внаслідок чого протягом нетривалої роботи дизеля ослаблюється затягування шатунних болтів. Площинність поверхонь під головку шатунного болта відновлюють цекуванням за допомогою спеціальної торцевої фрези.
Міжцентрову відстань шатуна відновлюють розточуванням (асиметричним) втулки верхньої головки на токарно-гвинторізному верстаті 1К62 за допомогою пристрою (рис. 241), виготовленого для кожної моделі двигуна. Згин шатунів усувають правкою їх на гвинтових або гідравлічних пресах з подальшого термофіксацією — нагріванням до 400—500 °С і витримуванням у печі 2-3 год.
Відремонтовані шатуни обов’язково миють, зважують і сортують за масою, а для деяких дизелів — і за довжиною. Потім їх контролюють на відповідність технічним умовам за такими параметрами: діаметр, овальність, конусність і шорсткість нижньої та верхньої головок, міжцентрова відстань, згин і скручування стержня, маса шатуна.
Поршні зі спрацьованими канавками для кілець по ширині (висоті) більше як 0,2 мм вибраковують. Поршні зі спрацюванням поверхонь отворів боби-шок, при якому утворюється зазор між поршневим пальцем і бобишкою понад 0.03 мм, ремонтують. Для цього отвори бобишок розвертають до збільшеного ремонтного розміру пальця, витримуючи нормальний характер спряження. При розвертанні бобишок слід застосовувати установочні й затискні пристрої (рис. 242). Овальність і конусність, а також неспіввісність отворів бобишок поршня не повинні перевищувати 0,01 мм. Неперпендикулярність спільної осі отворів бобишок до осі поршня повинна бути менша за 0,03 мм на довжині 100 мм.
Спрацьовані поршневі пальці нормальних і ремонтних розмірів, при використанні яких зазор між пальцями і втулкою верхньої головки шатуна перевищує 0,06 мм, або між пальцем і бобишками поршня — 0,03 мм, ремонтують або відновлюють.
Найбільш поширеним видом ремонту спрацьованих поршневих пальців нормального або збільшеного розміру є шліфування і полірування до зменшеного ремонтного або нормального розміру. Пальці шліфують на безцентрово-шліфувальних (рис. 243. а) або круглошліфувальних (рис. 243, б) верстатах.

Можна шліфувати пальці і на токарних верстатах із супортошліфувальними пристроями. Овальність і конусність зовнішньої циліндричної поверхні не повинні перевищувати 0,003 мм (мікрометрична скоба). Шорсткість поверхні після полірування має відповідати 9-му класу.
Для централізованого відновлення спрацьованих пальців у більшості випадків використовують холодну роздачу з подальшою обробкою до нормального розміру. Спочатку пальці сортують за внутрішнім діаметром на розмірні групи з інтервалами 0,3 мм

0,3 хм, після чого відпалюють у залізних ящиках з піском у термічних печах при температурі 800-830 °С протягом 1,5-2 год (з повільним охолодженням). Потім пальці прошивають на пневматичному молоті або гідравлічному пресі пуансоном, змащеним моторним маслом, у два-три проходи до одержання зовнішнього діаметра, більшого за нормальний на 0,2-0,4 мм (припуск на подальшу механічну обробку). Якщо при цьому довжина пальця зменшиться на 2 мм і більше (порівняно з нормальною), його вибраковують. Для одержання нормальної твердості зовнішньої поверхні пальців (56-62 НRС) їх загартовують у маслі при 790-810 °С і відпускають при 200-220 °С. При меншій твердості цементують з подальшим гартуванням і відпусканням до зазначеної твердості.
Пальці шліфують на безцентрово-шліфувальних верстатах спочатку електрокорундовими кругами зернистістю 40-25 і твердістю С, а потім — кругами зернистістю 6 і твердістю СТ1 до нормального або збільшеного розміру.
Поршневі пальці відновлюють також хромуванням і нас талюванням.
Вибраковують пальці з гранично спрацьованими зовнішніми поверхнями при наявності тріщин, задирів, зломів.
У процесі комплектування шатунно-поршневої групи шатуни у складеному вигляді з кришками, болтами і гайками добирають у комплект з різницею в масі не більше як 3-30 г (залежно від марки двигуна), причому маса для комплектів дизельних двигунів повинна розподілятися по нижніх і верхніх головках однаково (рис. 244); відхилення не повинно становити більш як 6 г. Різниця у масі поршнів комплекту – 4-15 г. Для шатунів у складеному вигляді з поршнями маса в комплекті не повинна перевищувати 10-50 г. Вирівнюють масу видаленням металу з поршнів або шатунів у місцях, які не впливають на їх стійкість проти спрацювання і міцність.

Для забезпечення оптимальних зазорів нові поршні й гільзи (циліндри) комплектують по трьох, чотирьох, п’яти і шести розмірних групах. Поршні з гільзами ремонтних розмірів комплектують за оптимальним зазором між юбкою і гільзою (циліндром), використовуючи стрічковий щуп. Поршні і гільзи, що входять у комплект, повинні належати до однієї розмірної групи нормального або ремонтного розміру.
Нові поршневі пальці комплектують з бобишками поршнів і втулками верхніх головок шатунів (після остаточної обробки і відповідно до встановлених розмірних груп зовнішніх діаметрів пальців і внутрішніх отворів бобишок поршнів і втулок верхніх головок шатунів (у складеному вигляді)
При запресовуванні втулок у верхні головки шатунів необхідно слідкувати, щоб масляний отвір втулки збігався з отвором для підведення масла у шатуні. У зв’язку з високою точністю спряжень поршневого пальця з шатуном і поршнем остаточну обробку внутрішньої поверхні втулки верхньої головки шатуне проводять у складеному вигляді з шатуном з використанням точних розверток, прошивок, вальцьовок або дорнів.
Допустимий без ремонту натяг для втулок верхніх головок шатунів визначають зусиллям їх випрасовування, яке має бути не менше 4000 Н. Нормальний характер спряження втулки шатуна з поршневим пальцем можна визначити візуально: при температурі повітря 15-20 °С шатун, який вільно висить на змащеному моторним маслом пальці, при прокручуванні повинен відхилятися від вертикалі на кут до 30 °.
При підгонці поршневих пальців до бобишок поршнів часто використовують розвертки. Для цього поршень встановлюють днищем у спеціальні лещата з мідними або алюмінієвими вставками. Посадка пальців у бобишках поршня, як правило, більш щільна, ніж в отворах втулок шатуна. Розвертати отвори в бобишках поршня треба одночасно (у лінію), щоб не допускати перекосу спільної осі отвору бобишок з віссю поршня.
Компресійні і маслознімві кільця добирають за розмірами гільз і канавок поршнів, а також контролюють їх пружність і зазори на стиках.
Якість прилягання кільця до стінки циліндра (гільзи) перевіряють на просвіт, при цьому кільце слід розміщувати у перпендикулярній площині до осі циліндра. У такому положенні кільця перевіряють також зазор у його стику за допомогою пластинчастого щупа. Радіальний зазор (просвіт) кільця і циліндра не повинен перевищувати 0,02 мм більш як у двох місцях на дузі до 30° і не ближче 30°С від замка.
За необхідності кільця підганяють шліфуванням торцевих поверхонь і обпилюванням стиків.
Кільця вставляють у канавки поршнів за допомогою пластинок або пристрою з меншими діаметрами (або виточками) вгору.