Ремонт буксових вузлів (docx)
Ремонт буксових вузлів
Завантажити конспект в форматі “docx” ви можете в кінці опису.
Ремонт букс з роликовими підшипниками
Спостереження та догляд за буксами з роликовими підшипниками в експлуатації
Зовнішній огляд букс здійснюється в пунктах підготовки вагонів до перевезень, формування, технічного обслуговування та обороту вагонів, а також у депо. Обстукуванням визначають надійність кріплення болтів кришок. Ослаблені болти підтягують, а пружинні шайби, що тратити пружність, замінюють справними. Основною ознакою можливої несправності буксового вузла вагонів є, як правило, підвищений нагрів корпусу букси. Проте зустрічаються такі несправності роликових підшипників, які на початковій стадії не викликають нагрівання букс, але створюють серйозну небезпеку для руху поїздів.
Тому при зустрічі поїздів з ходу та у пунктах технічного обслуговування необхідно виявляти можливості несправності буксових вузлів за температурними режимами й зовнішніми ознаками. У пунктах технічного обслуговування у поїздів, що прибули, окрім зовнішнього огляду букс та перевірки кріплення кришок, дотиком руки, відразу ж після прибуття поїзда, визначають температуру верхньої частини корпусу букс, яка в усіх буксах поїзда повинна бути приблизно однаковою. Для визначення ступеня нагрівання необхідно використовувати спеціальні прилади, узгоджені з ЦВ, ЦЛ Укрзалізниці.
Причинами підвищеного нагрівання букс є:
– надмірна кількість мастила (що є порушенням технології монтажу букси), при цьому верхня частина корпуса букси нагрівається рівномірно, а із лабіринтної частини букси витікає мастило. Для виявлення причини нагрівання треба відкрити оглядову кришку. Це нагрівання може виникнути безпосередньо після монтажу (ревізії), що визначається по її даті на бирці або оглядовій кришці.
Якщо монтаж здійснювався менше місця до виявлення нагрівання, то колісну пару можна експлуатувати далі;
– заїдання в лабіринті внаслідок відсутності зазору між лабіринтною частиною корпусу букси та лабіринтним кільцем, при цьому задня частина корпусу букси нагрівається більше передньої. У цьому випадку колісну пару міняють;
– ненормальна робота роликових підшипників, що викликає різке підвищення нагріву букси.
Це може статися через несправність підшипників унаслідок: розриву внутрішнього кільця, малого осьового та радіального та радіального зазорів підшипника, зламу або зносу сепаратора, відсутності або втрати мастилом своїх властивостей, неправильного складання підшипників й інших деталей, потрапляння сторонніх тіл (пісок, металеві включення та інше), неправильного складання візка (переріз рами, неточне встановлення шпінтонів та інше). У цьому випадку необхідно, насамперед, оглянути зовнішній стан буксового вузла, далі розкрити оглядову кришку для визначення стану підшипників та торцевого кріплення.
Перед цим передню частину букси старанно протирають. При виявлених наведених або інших несправностей колісну пару слід замінити, а на внутрішній поверхні диска колеса написати білою фарбою «За зовнішніми ознаками». Обидві букси цієї колісної пари слід піддати повній ревізії. Також піддають повній ревізії букси колісних пар, що викочуються через нагрів букс, виявлений приладами ПАНАБ-3, ДИСК-Б, АСДК-Б та ДИСК-БКВ-Ц. При викочуванні таких колісних пар білою фарбою написати на колесах «Аварійна ДИСК (ПАНАБ)». У журнали ВУ-51 та ВУ-53 внести записи, нанесені на колесах. Використовувати сніг та воду для охолодження букси забороняється.
Кришку має право знімати старший оглядач вагонів пункту технічного обслуговування. або як виняток, оглядачі вагонів, які склали іспит на пряно проведення проміжної ревізії у встановленому порядку. Кришку необхідно зняти з дотриманням умов, які унеможливлюють потрапляння в буксу та кришку різних забруднень, твердих частинок та вологи. Характерні несправності букс, що виявляють за зовнішніми ознаками, наведені в табл. 1.
Таблиця 1 – характерні несправності букс,що виявляють за зовнішніми ознаками ( в конспекті ! )
Види, терміни та правила ревізії букс з роликовими підшипниками
Повна ревізія
Повну ревізію букс з роликовими підшипниками здійснюють при повному обстеженні колісних пар:
а) при деповському ремонті та технічному обслуговуванні вагонів з відчепленням, при викочуванні та підкочуванні колісних пар, які відпрацювали в експлуатації після останнього повного обстеження чотири та більше років — для пасажирських і рефрижераторних вагонів, п’ять та більше років для вантажних вагонів, а також колісних пар, термін служби яких — 15 років і більше, крім колісних пар, які востаннє повно обстежувались не більше трьох місяців тому, та якщо строк до повного обстеження колісної пари чи повної ревізії букс менше, ніж строк до чергового планового виду ремонту вагону (дозволяється проводити звичайне обстеження колісних пар з осями, термін служби яких — 15 років і більше, за умови ультразвукового дефектоскопіювання осей);
б) через дві обточки по граничному прокату або інших несправностей поверхні кочення коліс вантажних вагонів і через одну обточку для коліс пасажирських вагонів;
в) при кожній обточці колісних пар, що працюють з редукторно-карданним приводом від торця шийки осі;
г) після сходу вагона з рейок у колісних пар візка, який зійшов;
д) при капітальному ремонті вагона;
е) при формуванні та ремонті колісної пари із заміною елементів;
ж) при нечіткості клейм та знаків останнього повного обстеження на торці шийки осі;
и) після видалення волосин, плен, неметалевих включень тощо;
к) у пошкоджених вагонах після катастрофи, аварії, маневрової роботи, від динамічних ударів при падінні вантажу;
л) при наявності на поверхні кочення коліс колісних пар;
– вантажних вагонів — нерівномірного прокату 2 мм і більше, повзуна та «навару» 1 мм і більше, різниці діаметрів коліс на одній осі 3 мм і більше;
– пасажирських вагонів — повзуна 1 мм і більше, «навару» 0,5 мм та нерівномірного прокату 2 мм і більше, а в колісних пар з приводом генераторів усіх типів (окрім плоскопасових) — неймовірного прокату 1 мм і більше;
м) за відсутності брики або нечіткого клейма на ній, виявлених при ремонті або під час підкочування колісної пари;
н) при зварювальних роботах на вагонах або візку без дотримання вимог;
п) при нагріванні букси або пошкодженні буксового вузла, що потребує демонтажу букс, а також відмові редуктора-карданного привода від торця шийки осі, що потребує демонтажу редуктора;
р) при виявленні в буксі пасажирського вагона редукторного масла;
с) при виявленні поштовхів та ненормативного шуму при провератанні букси під час проміжної ревізії.
При несправності однієї букси обов’язково проводять повну ревізію другої букси колісної пари.
Повну ревізію букс здійснюють у пунктах, які мають спеціально обладнані виробничі дільниці роликових підшипників та посвідчення на право виконання цих робіт, видане відповідним Головним управлінням.
При повній ревізії букс виконують:
а) демонтаж букс з роликовими підшипниками без знімання внутрішніх та лабіринтних кілець за умови перевірки осі відповідно до діючої нормативної документації спеціальними щупами ультразвукового дефектоскопу. Внутрішні та лабіринтні кільця в буксах з двома циліндричними підшипниками знімають у разі їх несправності, розформуванні колісних пар, а також відсутності спеціального щупа та дефектоскопів для перевірки осі та внутрішніх кілець на шийці осі. Крім цього, перевіряється щільність посадки внутрішніх кілець на шийці спеціальним пристроєм;
б) промивку, огляд, перевірку та дефектоскопію роликових підшипників, інших деталей буксового вузла та колісних пар;
в) ремонт деталей буксового вузла та колісних пар;
г) вимірювання радіальних та осьових зазорів, посадочних
отворів внутрішніх кілець під час їхньої установки, посадочних поверхонь корпусів букс;
д) монтаж букс.
Після повної ревізії та монтажу букс на бірці (рис. 1) вибивають:
– індивідуальний номер колісної пари, що включає в себе умовний номер підприємства-виготовлювача чорнової осі, порядковий номер чорнової осі та рік виготовлення чорнової осі;
– дату повного обстеження (місяць та дві останні цифри року);
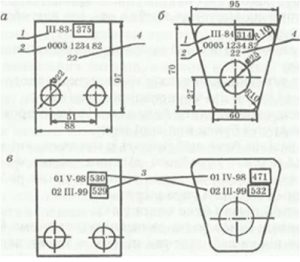
Рис. 1. Бирки:
а), б) для повного обстеження; в) для проміжної ревізії з обточуванням
1 — місяць, рік, умовний номер пункту, що проводив повне обстеження колісної пари; 2 — індивідуальний номер колісної пари; 3 — знак О, місяць, рік та умовний номер пункту, що проводив обточування колісної пари без демонтажу букс; 4 — код держави-власника колісної пари
– умовний номер, присвоєний пункту, що проводив обстеження колісної пари та монтаж букс;
– код держави-власника колісної пари (визначається по клейму, нанесеному на боковій поверхні ободів із зовнішньої сторони коліс). Висота цифр повинна бути 5 мм.
Ліві верхні болти кріпильних кришок і розташовані поруч болти оглядачів кришок згідно з ТУ 24.05.816-82 зв’язуються між собою ув’язувальним дротом (згідно з ГОСТ 3282-74 або з ГОСТ 792-67), що проходить через отвори в головках болтів. Між болтами дріт ув’язується за формою цифри «8», а його кінці перекручуються двічі чи тричі й пломбуються. Пломбуються також буксові вузли з обох кінців колісної пари на заводах-виготовлювачах, ВРЗ, ВКМ.
Пломби повинні бути 3-АДІМ або 2-16 згідно з ГОСТ 18677-73. На пломбах з одного боку ставиться умовний номер заводу-виготовлювача, ВРЗ, ВКМ, з іншого — рік випуску чи ремонту (дві останні цифри) шрифтом ПО-5 згідно з ГОСТ 2930-62. Допускається використання пломб іншої конструкції з урахуванням вимог маркування та їхнього збереження упродовж гарантійного строку. Дані повної ревізії букс записуються у журнал форми ВУ-90.
Проміжна ревізія
Проміжну ревізію букс виконують:
а) при обточуванні колісних пар без демонтажу букс;
б) при звичайному обстеженні колісних пар;
в) при єдиній технічній ревізії пасажирських вагонів (ТО-3);
г) як профілактичний захід за окремими вказівками (профілактична ревізія).
Ревізію виконує слюсар, який має кваліфікацію не нижче 4-го розряду та відповідне посвідчення, під контролем майстра чи бригадира. При єдиній технічній ревізії пасажирських вагонів (ТО-3) колісні пари, які мають редукторно-карданний привод, викочують із-під вагона для ретельного огляду й перевірки кола кочення коліс та приводів від середньої частини осі на стенді. Профілактичну ревізію букс, а також єдину технічну ревізію у колісних пар без редуктора можна виконувати на викоченому візку без зняття стопорних планок відповідно ЦЛ-0034.
Надійність торцевого кріплення перевіряється обстукуванням головок болтів. Перед проміжною ревізією у викочених колісних пар букси провертаються для визначення несправностей (раковин та ін.). Якщо при обертанні виявлені букси з поштовхами та ненормальним шумом їм проводять повну ревізію. За наявності у вагонних депо установок для діагностування роликових підшипників УДП-85, УДП-85М, АЛ2-3 або інших, узгоджених з ЦВ, ЦЛ Укрзалізниці, всі колісні пари, які підлягають звичайному обстеженню, а їхні буксові вузли — проміжній ревізії, повинні бути пропущені через ці установки відповідно до технології, викладеної в інструкціях експлуатації цих установок.
При проміжній ревізії знімають оглядову кришку. Місця прилягання кришки попередньо очищають від бруду та протирають. Зняту кришку укладають внутрішньою стороною вгору у ящик, що закривається. Із передньої частини букси мастило перекладають у зняту кришку для подальшого використання. При цьому необхідно дотримуватися умов, які включають попадання в буксу та кришку забруднень. Забруднення мастила визначають шляхом аналізу, узгодженим з ЦВ, ЦЛ Укрзалізниці, і візуально після розтирання невеликої порції мастила на тильній стороні руки, сукняному матеріалі чи дзеркалі, або іншим методом. При внутрішньому огляді букси визначають стан мастила.
Букси із забрудненим та обводненим мастилом (сталеві, латунні та інші домішки) підлягають повній ревізії. За нормального стану мастила (потемніння мастила не є бракувальною ознакою) здійснюють подальший огляд. Спочатку пере-віряють стан переднього підшипника. При виявленні мастила з редукторно-карданного привода, зламі сепаратора, упорного кільця або інших дефектів, — буксу, піддають повній ревізії. При ревізії, що виконується за п. п. в) та г), та при задовільному стані підшипника, обстукуванням контролюють затягання болтів стопорної планки або тарілчастої шайби. Ослабленні болти підтягують, з несправною різьбою — замінюють. Несправний дріт болтів стопорної планки замінюють, під болти стопорної планки ставлять пружинні шайби.
Надійність кріплення торцевої гайки М 110 перевіряють ударами слюсарного молотка по мідній оправці, яка упирається в одну із граней коронки або в шліц гайки, в обидві сторони обертання гайки. При ослабленні гайки торцевого кріплення колісну пару викочують, знімають гайку та перевіряють якість різьби. Колісну пару та гайку з пошкодженою різьбою надалі експлуатувати забороняється. При ревізії, що виконується за п. п. а) і б), із букс з підшипниками при торцевому кріпленні гайкою з осями, що прослужити менше 15 років, незалежно від стану кріплення, знімають стопорну планку для дефектоскопії та клеймування, підтягують гайку.
Ослаблені гайки (прокручуються від руки) та упорні кільця знімають, оглядають стан різьби шийки осі та гайки. На буксах з підшипників при торцевому кріпленні гайкою з осями, що прослужили понад 15 років, незалежно від стану кріплення, знімають стопорну планку для дефектоскопії та клеймування, а торцеву гайку і упорне кільце — для перевірки стану різьби шийки осі та гайки. Колісні пари або гайки із пошкодженою різьбою експлуатувати надалі забороняється. При справному стані різьби роблять затяжку гайки з подальшим встановленням стопорної планки. При торцевому кріпленні тарілчастою шайбою болти М 20 звільняють від стопоріння та динамометричним тарованим ключем перевіряють їхню затяжку (обертанням за годинниковою стрілкою).
За наявності хоча б одного із болтів з крутильним моментом менше 5 кгс/м, всі болти викручують та перевіряють візуально стан різьби різьбових отворів на торці осі та болтів кріплення, а також місця переходу стержня болта до головки. При виявленні задирів, виконанні місця переходу стержня болта до головки радіусом менше 0,8 мм та без підголовника або інших пошкоджень, болти до подальшої експлуатації в торцевому кріпленні не допускаються. При монтажі торцевого кріплення підшипників шайбою повинні використовуватися болти без слідів корозії. При зламі головки або стержня болта частину болта, що залишилася, викручують із осі без пошкодження різьби різьбового отвору. Пошкоджені болти замінюються.
При виявленні зриву більше трьох перших ниток різьби в різьбових отворах осі або ускладнень при закручуванні болтів кріплення допускаються різьбові отвори виправляти мітчиком з подальшою перевіркою калібрами. При пошкодженні понад шести перших ниток різьби в різьбових отворах осі колісна пара не допускається для подальшої експлуатації до спеціальної вказівки. Болти, що мають затягування крутильним моментом понад 5кгс-м, підтягують зусиллям 23-25 кгс/м. Затягування болтів повинно бути рівним. Для цього загвинчування трьох болтів роблять двічі по периметру, а чотирьох — за схемою 1-2-3-4-3-4-2-1 з наступним стопорінням. При обточуванні поверхні кочення коліс із торцевим кріпленням шайбою застосовують центр колісотокарного верстата, виконаного за ескізом (рис. 2).

Рис. 2. Конусна частина центру колісотокарного верстата після переточування
Замість знятої оглядової кришки встановлюють спеціальну тимчасову кришку з отвором для проходу центру верстата. Колісну пару встановлюють на верстат для обточування поверхні кочення з дотриманням вимог Інструкції ЦВ-ЦЛ-0062.
Після обточування колісної пари знімають тимчасову кришку, перевіряють стан мастила, надійність кріплення торцевої гайки. У буксах ослаблені гайки (обертаються від руки) знімають і оглядають стан різьби шийки осі та гайки. При торцевому кріпленні тарілчастою шайбою та болтами М 20 перевірку стану такого кріплення після звільнення болтів від стопоріння, огляд різьбових отворів в осі та болтів, а також наступне затягування болтів роблять відповідно до вимог Інструкції. При торцевому кріпленні підшипників тарілчастою шайбою та болтами М 20 на стопорній шайбі лівої шийки осі (див. рис. 1) вибивають літеру про обточування «О», умовний номер, присвоєний ремонтному пункту та дату (місяць і дві останні цифри року). При цьому вибивають клеймом із арабськими цифрами замість римських, а умовний номер ремонту пункту вибивають в рамці.
Потім оглядову або кріпильну кришку встановлюють та закріплюють болтами, під які встановлюють пружинні шайби. Між кришками ставлять гумову прокладку, нову або ту, що була у використанні, але справну. Між фланцевою поверхнею кріпленої кришки та корпусом букси встановлюють гумове кільце, а вільний простір заповнюють мастилом ЛЗ-ЦНИИ за ГОСТ 19791-74, ТУ 0254-013-00148820-99 або іншими мастилами за узгодженням із Укрзалізницею. Кришки встановлюють та закріплюють з дотриманням вимог.
Після обточування з проміжною ревізією після першої та другої обточок під правий болт кріпленої кришки буксового вузла з правої сторони колісної пари встановлюють додаткову бірку (див. рис. 1, в), на якій відповідно вибивають знаки «01» або «02», дату та умовний номер, присвоєний ремонтному підприємству, яке обточувало колісні пари без демонтажу букс. Крім того, дані про обточування та ревізію записують у журнал форми ВУ-92. При проміжній ревізії після проведення у буксу додають свіже мастило до 0,2 кг (яке не було у використанні), котре укладають по периметру валиком на видиму частину переднього підшипника, ущільнюючи його пальцями так, щоб мастило змогло проникнути між сепаратором та бортом зовнішнього кільця.
Потім встановлюють оглядову або кріпильну кришку. Про проведення всіх видів проміжної ревізії букс для вантажних вагонів та проміжних ревізій для пасажирських вагонів на оглядовій кришці правої букси колісної пари вгорі наносять білою масляною фарбою напис про місце та час ревізії букс, а саме: літеру «Р», місяць (римськими цифрами), дві останні цифри року та присвоєний номер заводу, ВКМ або вагонному депо. Місце для надпису попередньо зачищають. У журналі форми ВУ-92 роблять відповідні записи.
Демонтаж букс з роликовими підшипниками
Демонтаж букс з роликовими підшипниками типу 232726 та 42726 здійснюється на механізованій або напівавтоматичній потокових лініях чи вручну. При демонтажі букс з роликовими підшипниками роботи за допомогою стендів або ручним способом виконують в такому порядку (рис. 3):
а) відкрутити болти кріпильної кришки, а потім кріпильну кришку разом з оглядовою зняти;
б) видалити мастило з кришки та передньої частини букси;
в) відкрутити та зняти болти стопорної планки або тарілчастої шайби. Планку або шайбу зняти;
г) відкрутити та зняти торцеву гайку, а також упорне кільце переднього підшипника;
д) зняти корпус букси разом із блоками підшипників (зовнішнє кільце з роликами та сепаратором) з внутрішніх кілець, насаджених на шийку осі;
е) за допомогою преса або інших пристроїв вийняти з корпусу букси блок підшипників;

Рис. 3. Послідовність монтажу букси з циліндричними підшипниками на гарячій посадці:
1 — вісь колісної пари; 2 — лабіринтне кільце; 3 — внутрішнє кільце заднього підшипника; 4 — внутрішнє кільце переднього підшипника; 5 — корпус букси; 6 — зовнішнє кільце заднього підшипника; 7 — зовнішнє кільце переднього підшипника; 8 — упорне кільце; 9 — торцева гайка; 10 — стопорна планка; 11 — болти стопорної планки; 12 — кріпильна кришка; 13 — оглядова кришка
ж) зняти за необхідності внутрішні кільця з шийки осі за допомогою індукційного нагрівана (рис. 4). При зніманні з шийки осі несправного кільця переднього підшипника справне кільце заднього підшипника можна не знімати з шийки осі. Кільце нагріти до температури 100-120° С (це досягається приблизно за 30-45 секунд при напрузі в мережі 200 В). Категорично забороняється нагрівати кільце понад одну хвилину.
Ослаблення кільця на шийці осі визначають покочуванням нагрівана відносно осі колісної пари. При ослабленні кільця нагрівай потрібно зняти разом із кільцем, вимкнути струм та вилучити кільце із нагрівала.
Також вас може зацікавити:
Забороняється робити перерву в живленні нагрівана струмом до повного ослаблення та зняття кільця, інакше нагрівається шийка осі. Якщо час для нагрівання закінчився (1 хв), а кільце з шийки зняти не вдалося, необхідно роботу зі знімання кільця припинити й відновити її після охолодження внутрішнього кільця підшипника та шийки осі до температури навколишнього середовища. Після цього знімати послідовно кільця переднього й заднього підшипників;
и) за необхідності зняти лабіринтне кільце з передпідматочинної частини осі за допомогою індукційного нагрівана;
к) операції, що вказані в п. п. ж) та и), проводити тоді, коли повна ревізія виконується із знімання внутрішніх кілець.

Рис. 4. Знімання внутрішнього кільця переднього підшипника з шийки осі:
1 — індукційний нагрівай; 2, 3 — внутрішнє кільце відповідно переднього і заднього підшипника; 4 — лабіринтне кільце
Промивка підшипників та деталей букс
Підшипники після демонтажу треба промивати в автоматичній машині мильною емульсією, підігрітою парою до температури 90-95° С, та просушити підігрітим повітрям, що пропускається через змійовик, який розміщений всередині мийної машини. Нові роликові підшипники та підшипники покриті консерваційним маслом, також промити в автоматичній машині. Якщо огляд підшипників здійснюватиметься не раніше, як через добу, після промивання їх необхідно змастити рідким маслом. Щоб ролики із гнізд сепараторів не випадали, промивати їх в мийних машинах треба зі спеціальними втулками або іншими пристроями.
Допускається промивка разом із внутрішніми кільцями. Мийна рідина (мильна емульсія) автоматичної машини має містити в собі 8-10% відпрацьованого мастила ЛЗ-ЦНИИ. Для промивання нових підшипників допускається застосовувати миючу рідину, що містить 1,0-1,5% мастила ЛЗ- ЦНИИ. Корпуси букс, оглядові та кріпильні кришки, лабіринтні кільця, гайки, стопорні планки, болти промивають у мийних машинах автоматичного конвейєрного або камерного типу двома миючими рідинами при температурі не нижче 90° С. Перша миюча рідина містить в собі 2-5% каустичної соди, а друга —8-10% відпрацьованого мастила ЛЗ-ЦНИИ від об’єму у ваннах.
За відсутності в мийній машині другої ванни допускається промивання деталей вручну перед монтажем миючою рідиною, як і у другій ванні автоматичної машини. Промивання деталей буксових вузлів та колісних пар допускається іншими способами, узгодженими з Головним управлінням вагонного господарства Укрзалізниці. Примітка: корпуси букс нового виготовлення та інші деталі буксового вузла (окрім роликових підшипників) замість промивання можна обдувати стиснутим повітрям з наступним ретельним протиранням до повного видалення стружки й інших часток.
Після промивання колісних пар разом із внутрішніми та лабіринтними кільцями, безпосередньо після викочування колісних пар із мийної машини, треба протирати кільця бавовняною тканиною та покривати їх рідким мастилом. Протирання підшипників обрізками, ворсистими матеріалами забороняється.
Огляд і неруйнівний контроль деталей роликової букси
Огляд і перевірка корпусів букс
Після промивання корпуса букс оглядають, усувають заусенці з лабіринтної частини, зачищують корозію на торцевих і посадочних поверхнях, прочищають отвори під болти кріпильної кришки. Корпуси букс, які мають знос тертьових поверхонь не більше 20% товщини стінки, дозволяється від-новлювати наплавленням електродами Е42, Е42А, Е42Б. Контактну корозію на посадочних поверхнях зачищають шліфувальною шкуркою № 6 з мастилом, Задири і забоїни на лабіринтних кільцях усувають таким же чином.
Після огляду циліндричну і торцеву частини корпуса букси і протирають технічною серветкою, що змочена в уайт-спириті. Індикаторним нутроміром вимірюють діаметр, овальність і конусність внутрішньої циліндричної частини корпуса, розміри яких повинні задовольняти вимоги з деповського ремонту:
– діаметр внутрішньої циліндричної частини корпуса, мм 〖250〗_(+0,015)^(+0,2)
– овальність не більше, мм 0,2
– конусність не більше, мм 0,1
Заміри виконують у двох взаємоперпендикулярних площинах. Дані про заміри заносять до журналу форми ВУ-91. Корпуси букс, які мають знос по посадочній поверхні (діаметра отвору) вище допустимої норми, а також з пошкодженням лабіринтної частини, різьбових отворів, з наскрізними отворами під термодатчики, з залишеними в буксі обірваними болтами та іншими пошкодженнями, підлягають ремонту за технологією, затвердженою ЦВ, ЦЛ Укрзалізниці. Різьбу в різьбових отворах виправляють за допомогою мітчиків, а після цього перевіряють калібрами.
При всіх видах ремонту корпусів букс дозволяється відновлення направленням зношеної опорної поверхні, напрямлених щелеп, а також бокових сторін напрямлених брутів згідно з «Інструкцією по зварюванню та наплавленню при ремонті вантажних вагонів та контейнерів» ЦВ-0019, «Інструкцією по зварюванню та наплавленню при ремонті пасажирських вагонів» ЦЛ-0026. Знос поверхонь букс вантажних вагонів вимірюється універсальним пристроєм (проект К15.95-7.206 Київського ПКТБ по вагонах). Корпуси букс з залишеними обірваними болтами, а також наскрізними отворами під термодатчики ремонтують у депо згідно з вимогами технологічного процесу 104.12.01.212.000 28 ПКТБ ЦТВР.
Огляд деталей букс
Лабіринтні кільця після їхньої зачистки та промивки протирають та перевіряють. На посадових поверхнях та в лабіринті не допускаються тріщини, вм’ятини, забоїни, задирки та інші несправності. Розміри перевіряють відповідно до норм. При ремонті колісних пар зі зніманням лабіринтних кілець необхідно робити обточку лабіринтного кільця з діаметра 183 мм до 182 мм. При повному обстеженні без знімання внутрішніх кілець у випадку виявлення задирів на циліндричній поверхні лабіринтного кільця роблять зачистку шліфувальною шкуркою. Дозволяється застосовувати відремонтовані лабіринтні кільця з розмірами, які мають маркування «1 р», «2 р» тощо. Кріпильні та оглядові кришки після зачистки і промивання оглядають.
З’єднані між собою кріпильні та оглядові кришки поєднують для заміни гумової прокладки і заново складають. На кришках не допускаються тріщини, вм’ятини, забоїни, задари, задирки, вигини, перекоси та інші дефекти. Оглядові кришки, деформовані по привалковій поверхні, вирівнюють. Щуп 0,5 мм не повинен проходити між привалковою поверхнею оглядової кришки та плитою. Місця встановлення гумової прокладки на кришках зачищають та протирають від корозії і бруду, змащують тонким шаром мастила ЛЗ-ЦНИИ (ГОСТ 19791-74).
Торцеві типові гайки з перехідним радіусом 6-8 мм (рис. 5, а), гайки з проточкою (рис. 5, б, в), гайки з проточкою та виточкою (рис. 5, г), а також стопорні планки, шайби, болти після промивання повинні бути оглянуті. На них не допускаються забоїни, задирки, знос і забоїни різьби та інші несправності, що впливають на роботу вузла. Категорично забороняється розточувати різьбу гайки М 110. Стопорні планки підлягають обов’язковій магнітопорошковій дефектоскопії за проведення як повної, так і проміжної ревізії букс та контролю шаблоном.

Рис. 5. Торцеві гайки:
а) з перехідним радіусом R6-8; б) з проточкою прямокутної форми; в) з проточкою ступінчастої форми; г) з виточкою
Після дефектоскопії стопорних планок, перед поставленням в буксовий вузол, на них набивають клеймо — місяць, рік та умовний номер підприємства, яке проводило ревізію. Нанесення клейма слід проводити між отворами під болти М 12, за необхідності — старі клейма зачистити. Товщина планки повинна бути в межах допуску креслення.
При повній ревізії букс на торцевих гайках, що не мають кільцевих проточок та виточок, роблять кільцеву проточку прямокутної форми (див. рис. 5, б) шириною 6 мм або ступінчастої форми (див. рис. 5, в) по діаметру 152 мм. Обов’язково роблять кільцеві проточки і виточки згідно з кресленнями УВЗ 10.1000.012-5 (див. рис. 5, г). Забороняється постановка гайок без виточки. Тарілчаста шайба (рис. 6, а) має чотири, а шайба (рис. 6, б) — три отвори діаметром 22 мм для болтів, що прикріплюють шайбу до торця шийки осі.

Рис. 6. Тарілчасті шайби: а) для кріплення чотирма болтами; б) для кріплення трьома болтами
Необхідно старанно оглянути тарілчасті шайби та болти торцевого кріплення підшипників. Шайби, стопорні для закріплювання одночасно чотирьох та трьох болтів, застосовуються при торцевому кріпленні підшипників, виконаному за допомогою шайб тарілчастих та болтів М20. Для запобігання пошкодженню кришок, виготовлених із алюмінієвого сплаву, від врізання пружинних шайб застосовується спеціальна підкладка. Болти М 12×35 для кріплення стопорної планки та оглядової кришки, а також болти М 20×60 для кріплення кріпильної кришки та болти М 20×60.4.8 для кріплення тарілчастої шайби виготовляють згідно з ГОСТ 7798-70 та технічними вимогами ГОСТ 1759.0-87.
Головки болтів М 20×60.4.8 виготовляють за варіантом з несправжньою шайбою на опорній її поверхні. На торці головки болтів ставлять розміром 6×2,25 мм дві останні цифри року монтажу букс, коли болти бути вперше використані при монтажі торцевого кріплення. Різьба болтів повинна бути виготовлена методом накатки. За невідповідності вимогам стандартів болти необхідно бракувати. Забороняється застосовувати болти, як М 12, так і М 20 з різними розмірами головок та без перевірки різьби калібрами. Болти для кріплення стопорної планки повинні мати головки, виконані за третім варіантом (з отвором під дріт для ув’язування). Гумові кільця, що встановлюють між кріпильною кришкою та буксою, а також прокладки між кришками, незалежно від їхнього стану, замінюють при кожній повній ревізії букс на нові.
Огляд, неруйнівний контроль та комплектування підшипників
Підшипники після промивки й просушування оглядають візуально за допомогою лупи при розсіяному світлі для визначення їхньої придатності до подальшого використання. Несправні підшипники ремонтуються. Відомості про стан кожного оглянутого підшипника (зокрема, й упорного кільця) заносяться в журнал огляду форми ВУ-91. На заводах та депо при огляді здійснюють неруйнівний контроль деталей підшипників буксового вузла відповідно до вимог нормативної документації, затвердженої в установленому порядку.
Результати контролю фіксуються у спеціальному журналі. Перелік деталей підшипників, що підлягають неруйнівному контролю з указаниям зон і методів контролю, а також видів робіт, за яких здійснюється контроль, приведений в табл. 2.
Таблиця 2 – Перелік деталей підшипників буксового вузла, що підлягає неруйнівному контролю
…
У циліндричних підшипниках оглядають окремо внутрішні, зовнішні, упорні кільця, ролики та сепаратори. Підшипники із задирками направляють в ремонт для їхнього видалення. У латунних сепараторах перевіряють місця сполучення перемичок з основою для виявлення тріщин, попередньо видаливши ролики із гнізд. Поліамідні сепаратори оглядають візуально на наявність тріщин, розривів, сколів та механічних пошкоджень. Розтягання сепараторів не проводити.
Для підшипників з поліамідним сепаратором в журналах форми ВУ-90, ВУ-91, ВУ-93 роблять позначку — «ПС». Дозволяється в усіх колісно-роликових цехах вагонних депо, ВКМ, вагоноремонтних заводів для дефектоскопії поліамідних сепараторів використовувати «прибор электро-механического контроля полиамидных сепараторов типа КС-221.1», Микроакустика, РФ. Контролювати наявність тріщин в роликах можна візуально, а також на вихрострумових дефектоскопах відповідно до вимог «Інструкції з неруйнівного контролю деталей та вузлів вагонів магнітопорошковим, вихрострумовим та ферозондовим методами та випробування на розтягання» ЦВ-0052.
Підшипники, що мають на бортах зовнішніх кілець та торцях роликів задири та пошкодження типу «ялинка», ремонтують зачищенням. Складання підшипників з поліамідним сепаратором 42726Е.04 має свої особливості і виконується наступним чином:
– корпус підшипника кладеться на складений стіл;
– в корпус підшипника вільно вставляють сепаратор;
– в гнізда сепаратора незначним зусиллям із середини вставляються ролики підшипника;
– зібраний підшипник ставиться у вертикальне положення.
При складанні також необхідно слідкувати за тим, щоб маркування на сепараторі було повернуте в той бік, що й маркування на зовнішньому кільці. У той же бік повинні бути повернуті торці роликів з умовними позначками «+» або мар-кування у вигляді цифр, або з меншою по діаметру виточкою сферичної форми, або торці роликів, що мають в центрі заглиблення діаметром 5 мм та глибиною 1 мм, або з виточкою сферичної форми з однієї сторони ролика.
У складеному стані підшипник має прокручуватися легко, без заїдань та гальмування. Не рекомендується довго його обертати без мастила. Підшипники нові та ті, що були в експлуатації, після промивки, просушування, остигання, огляду або ремонту, потрібно комплектувати по радіальних та осьових зазорах, діаметрах отворів внутрішніх кілець. Обмірювання підшипників слід здійснювати після їхнього витримання у комплектувальному відділенні не менше 8 годин.
Вимірювання радіальних зазорів
Радіальні зазори у вільному стані циліндричних підшипників належить визначати на пристроях, як це показано на рис. 7. З цією метою на пристрої закріплюють еталонне внутрішнє кільце 2 з бортом, яке відповідає розміру підшипників, радіальні зазори яких вимірюють. Для зручності встановлено конусну оправку 1. Розміри оправки вибирають залежно від розміру підшипника. Еталонне кільце підбирають із тих внутрішніх кілець підшипника, що є. Радіальний зазор підшипника можна виміряти з тим внутрішнім кільцем, з яким блок підшипника буде встановлюватися на шийку осі. На пристроях зазор слід вимірювати індикатором або щупом в нижній частині підшипника. Щуп дозволяється використовувати як допоміжний засіб для контролю зазорів.

Рис. 7. Пристрої для вимірювання радіальних зазорів:
а) для вимірювання щупом; б) для вимірювання індикатором годинникового типу: 1 — конусна оправка; ; 2 — еталонне внутрішнє кільце; 3 — оправка;4 — гайка; 5 — стояк
При встановленні двох циліндричних підшипників після демонтажу зі зніманням та без знімання внутрішніх кілець або при встановленні нових підшипників контроль значень та різниці радіальних зазорів парних підшипників проводиться безпосередньо на шийці осі. Радіальний зазор безпосередньо на шийці осі також слід визначати в нижній частині підшипника спеціальним пристроєм з індикатором годинникового типу або щупом. Допускається проводити контроль різниці радіальних зазорів безпосередньо на шийці осі за допомогою сідлоподібного пристрою (рис. 8).
У цьому випадку сідлоподібний пристрій встановлюється на еталонне кільце, по якому визначається радіальний зазор підшипника у вільному стані, а індикатор сідлоподібного пристрою потрібно настроювати на нуль. Після настроювання сідлоподібний пристрій по черзі встановлюють на внутрішні кільця, що насаджені на шийку осі, і фактичне відхилення стрілки індикатора зі знаком «плюс» або «мінус» записують на диску суцільнокатаного колеса. При встановленні блоку підшипника в буксу залежно від того, куди відхилилась стрілка індикатора — «плюс» або «мінус», це відхилення треба подвоїти та відняти (або додати) від радіального зазору, написаного кольоровим олівцем на зовнішній або торцевій поверхні зовнішнього кільця підшипника, виміряного у вільному стані на еталонному кільці.

Рис. 8. Сідлоподібний пристрій з еталоном: 1,4 — пластини; 2 — вимірювальна скоба; 3 — індикатор; 5 — втулка
Приклад. Радіальний зазор підшипника, виміряний у вільному стані на еталонному кільці, складає 0,07 мм, а відхилення індикатора сідлоподібного пристрою при встановленні його на внутрішнє кільце на шийці осі становило «мінус» 0,02 мм, тоді фактичний зазор підшипника складає 0,11 мм (0,07 + 0,02×2). За радіальний зазор приймають середнє арифметичне значення трьох вимірів при повороті зовнішнього кільця на 120° навколо осі. Отримані радіальні зазори записують кольоровим олівцем на зовнішній або торцевій поверхнях відповідних зовнішніх кілець підшипників, а також у журнал форми ВУ-90.
Вимірювання осьового зазору в підшипнику
Осьовий зазор в підшипнику, як правило, визначають в складеному виді на приладі або пристрої (рис. 9). Для цієї мети на плиту приладу встановлюють бортове внутрішнє кільце 6 (бортом униз). На кільце встановлюють блок вимірюваного підшипника, а на його ролики — притискне кільце 5, яке закріплюється гайкою 2. За допомогою важеля 7 коли піднімають та опускають зовнішнє кільце, штифт індикатора, який упирається в торець зовнішнього кільця, визначає осьовий зазор. У цьому випадку за осьовий зазор у підшипнику приймають найменше значення із трьох вимірів при повертанні зовнішнього кільця на 120° навколо осі.

Рис. 9. Пристрій для вимірювання осьового зазору між торцями роликів та бортами зовнішнього кільця
1 — важіль; 6 — гайка; 2 — плита; 7 — індикатор; 3 — основа; 8 — напрямний конус; 4 — стояк; 9 — притискне кільце; 5 — стояк штатива; 10 — внутрішнє кільце вимірюваного підшипника
Осьовий зазор у підшипнику дозволяється вимірювати щупом, який вставляють між торцем одного із роликів та бортом зовнішнього кільця після розбирання блока підшипника. Вимірювання проводиться в трьох місцях при повертанні зовнішнього кільця навколо осі. За осьовий зазор приймають мінімальне його значення.
Підбір парних підшипників
Парні підшипники, що встановлюють на одну шийку осі, підбирають по радіальних зазорах. Різниця радіальних зазорів у двох парних підшипників повинна відповідати нормам. Парні підшипники повинні забезпечувати зміщення корпусу букси по відношенню до шийки осі в осьовому напрямку в межах осьового розбігу. Осьовий розбіг двох циліндричних підшипників, які встановлюються на одну шийку осі, виміру не підлягає і забезпечується конструкцією підшипників за умови правильної постановки двох підібраних підшипників в буксу та знаходиться в межах 0,68-1,38 мм.
Вимірювання діаметра внутрішнього кільця підшипників
У циліндричних підшипників внутрішні кільця підбирають на шийку осі по натягу, який утворюється за рахунок різниці діаметрів внутрішніх кілець та шийки осі (діаметр кільця по-винен бути менше діаметра шийки на величну натягу). Для визначення натягу вимірюють діаметр отвору внутрішнього кільця підшипника електронно-механічними приладами або приладами 289 (див. рис. 10), 289М, УД-1В, УД-2В у двох перерізах на відстані 10 мм від торця.
Перед вимірюванням прилад повинен бути настроєний по еталонно-му кільцю (еталону), яке в установленому порядку атестується Державним повірником. При настроюванні приладу еталонне кільце встановлюють базовим торцем на наконечники трьох упорів (або на упорну поверхню приладу) таким чином, щоб вимірювальний рухомий упор торкався кільця в секторі, відзначеному кислотою. У цьому положенні кільця стрілку вимірювальної головки встановлюють на розмір відхилення (від номінального розміру внутрішнього кільця діаметром 130 мм). Це відхилення визначають по маркуванню, вказаному на еталонному кільці.

Рис. 10. Прилад 289
1 — підставка; 2 — корпус; 3 — плита; 4 — торцевий упор; 5 — радіальні упори; 6 — мініметр; 7 — вимірювальний упор; 8 — рукоятка; 9 — гвинт
Приклад. При маркуванні 129,988 мм стрілка вимірю-вальної головки виводиться ліворуч від нуля на «мінус» 12 мкм, а при маркуванні 130,010 мм стрілка виводиться від нуля на «плюс» 10 мкм. Триразовим введенням еталона на прилад перевіряють стійкість останнього, при цьому відхилення стрілки вимірювальної головки не повинно бути більше 1/2 поділки шкали. При цьому еталонне кільце не повертають. Після настроювання на прилад встановлюють кільце, яке контролюється.
При плавному обертанні кільця в одному напрямку на упорах стрілка вимірювальної головки буде показувати відхилення розміру кільця, яке вимірюється. Відлік відхилень виконують від нульового значення. Для підрахунку натягу приймають середнє арифметичне значення відхилень стрілки вимірювальної головки при вимірюванні у двох перерізах кільця. Для полегшення підбору підшипників по шийці осі в межах допустимого натягу, при використанні приладів УД-1В, УД-2В, 289, 289М, внутрішні кільця підшипників можуть бути розділені на 9 груп залежно від відхилення посадочного діаметра від номінального розміру.
Таблиця 3 – Можливі несправності підшипників, корпусів букс та умови їхнього подальшого використання ( в конспекті ! )
Ремонт роликових підшипників
Ремонт циліндричних підшипників
Призначені для ремонту підшипники промивають та оглядають для визначення обсягу ремонту. При ремонті здійснюють вихрострумовий контроль роликів та магнітний контроль кілець з наступним розмагнічуванням. Латунні сепаратори дефектоскопують на установках ВД-11НФ і ВД-18НФ або аналогічних. У подальшому, замість магнітного необхідно впроваджувати ультразвуковий контроль кілець. При ремонті підшипників повністю розбирають. Щоб розібрати підшипники, в яких розчеканення сепараторів, проведено по перемичках і зовнішні кільця зкомплектовані разом з роликами.
Наприклад, у підшипників з сепараторами 42726Е2М та 42726Е9М треба ролики висунути із бортів зовнішнього кільця всередину підшипника (рис. 11, а) і зняти зовнішнє кільце (рис. 11, б), а потім вийняти ролики із гнізд сепараторів (рис. 11, в). У підшипників з поліамідним сепаратором 42726Е04 без знімання зовнішнього кільця ролики виймають із гнізд сепаратора всередину блока спеціальними кліщами, для чого захвачують їх по довжині.
Перевіряють діаметр та довжину всіх роликів і підшипники заново складають. При цьому різниця діаметрів роликів у підшипнику повинна бути не більше 5 мкм, а різниця довжини роликів — не більше 12 мкм. Після розбирання всі деталі оглядають. Особливу увагу звертають на стан сепараторів, на предмет виявлення тріщин у зоні переходу перемичок до основи. При необхідності ролики та кільця шліфують.

Рис. 11. Розбирання блоку циліндричного підшипника:
а) висовування роликів із бортів зовнішнього кільця; б) знімання зовнішнього кільця; в) видалення роликів із гнізд сепаратора
У циліндричних підшипниках типу 42726 та 232726, що не мають на торці роликів та сепараторів умовного позначення, необхідно наносити на одному із торців сепаратора збоку маркування літеру «ж», а один із торців роликів умовного позначати знаком «+», який ставиться в ямці або в центрі торця. Причому ролики, що мають на торці ямку, маркують механічним способом за допомогою відповідного пристрою. У роликів з плоскими торцями маркування наносять за допомогою кислоти, мідного купоросу або електрографом. Забороняється наносити знак «+» на робочу частину торця ролика. Цей знак повинен бути нанесений лише посередині торця ролика.
Ролики зі скосами при комплектуванні підшипників не використовуються, бракуються. Ролики з раціональним контактом (бомбіновані) сортують лише за середнім діаметром на приладі Д312-2М (рис. 12). Для цього ніжку вимірювальної головки необхідно розмістити на висоті 26 мм, рівній половині довжини ролика. Для визначення форми твірної ролик необхідно попередньо виміряти в трьох перерізах на приладі В 901 (див. рис. 13). Бомбінований ролик має різницю діаметрів не менше 20 мкм і не більше 28 мкм. Вимірювання роликів по довжині та діаметру може проводитися на електронно-механічних приладах, узгоджених Укрзалізницею. Після зачистки ролики вимірюються не раніше, ніж через годину.

Рис. 12. Прилад Д312-2М: 1 — кронштейн для мініметра; 2 — гайка для настроювання мініметра; 3 — рифлена головка; 4 — плита-стіл; 5 — станина; 6 — нижній упор; 7 — ролик, що контролюється

Рис. 13. Прилад В 901 (408М):
1 — гвинт з мініметром; 2 — кронштейн з мініметром; 3 — гвинт кронштейна; 4 — гайка налагоджування приладу; 5 —штатив; 6 — чавунна плита основи; 7 — стіл предметний
Встановлено такий порядок сортування роликів:
– по середньому перерізу одного із роликів, прийнятому за еталон для даної групи роликів, настроюють прилад на нульове положення вимірювальної головки;
– решту роликів вимірюють та сортують на групи за середнім перерізом у межах 5 мкм.
При комплектуванні підшипників ролики в одному підшипнику повинні бути однієї групи по діаметру. Далі ролики на тому ж приладі В 901 перевіряють по довжині (рис. 14), при цьому ролик розміщують маркованим торцем безпосередньо під вимірювальну ніжку головки на відстані 3-3,5 мм від твірної, для чого на стояку приладу необхідно встановити боковий фіксатор, що визначає положення ролика. Прокручуючи ролик навколо осі, визначають його максимальну довжину. Підшипник, що сприймає осьові зусилля, комплектується роликами з різницею довжини не більше 12 мкм

Рис. 14. Перевірка довжини ролика 258
Забороняється комплектувати циліндричний підшипник 2726 з різним за формою маркуванням ролика. Сепаратори, що застосовують при ремонті підшипника, повинні мати рівну поверхню без зрізів, відколів, тріщин та пошкодження чеканення. Обточка сепараторів по зовнішньому діаметру, а також зачистка ріжучим інструментом поверхні, що контактує з кільцями або роликами, на сепараторах зі склонаповненого поліаміду категорично забороняється.
Також необхідно при комплектуванні підшипників слід-кувати за тим, щоб маркування на сепараторі (товарний знак заводу-виготовлювача та умовне позначення року випуску або літера «Ж») було повернуте у той бік, що й маркування на зовнішньому кільці. Туди ж повинні бути повернуті торці роликів, що мають маркування, як зазначалося раніше.
Також вас може зацікавити:
Ремонт ресорного підвішування (docx)
Контроль та облік відремонтованих підшипників
Відремонтовані підшипники оглядають та перевіряють по радіальному зазору. Середнє арифметичне значення радіального зазору повинне бути 0,09-0,20 мм для циліндричного підшипника типу 2726. Різниця граничних значень радіального зазору при трьох вимірюваннях щупом не повинна перевищувати 20 мкм. На відремонтовані підшипники наносять наступний напис: на зовнішньому кільці після номера ставлять літеру «Р», дату ремонту (місяць римськими цифрами і дві останні цифри року — арабськими) та умовний номер вагоноремонтного підприємства, що проводило ремонт.
Надпис на кільцях роблять електрографом при розібраному підшипнику або кислотою в складеному підшипнику. Склад кислоти: вісмут азотно кислотний — 5 г, нікель азотно кислотний — 95 г, азотна кислота — 370 см3, вода — 630 см3. Через 3-5 хв після нанесення надпису для нейтралізації кислоти місце надпису протирають мильною піною або будь- яким машинним маслом. Вагоноремонтне підприємство, що ремонтувало підшипники, фіксує їх у журналі форми ВУ-93. Відремонтовані підшипники, які після ремонту не відразу встановлюють у букси колісних пар, при зберіганні понад 5 діб підлягають консервуванню.
Технологічний процес монтажу роликової букси
Технологічний процес монтажу буксових вузлів з роликовими підшипниками на потоково-конвеєрній лінії включає наступні операції:
– встановити колісну пару на конвеєр;
– знежирити шийку осі миючим засобом 60-80° С;
– обмити шийки осі гарячою водою 80-90° С;
– просушити шийки осі гарячим повітрям 80-90° С;
– нагріти лабіринтні кільця до ї = 120-150° С;
– напресувати лабіринтні кільця на передпідматочинну частину осі з витримкою під навантаженням 200 кН 18-20 хв;
– подати до монтажу дві пари підшипників, підібраних по групі натягу. Подати і нагріти внутрішні кільця підшипників до ї = 100-120° С;
– надіти нагріті кільця на шийки осі і напресувати їх з витримкою під навантаженням;
– встановити блок підшипників в корпус букси. Встановити буксу з підшипниками на шийку осі;
– встановити упорне кільце переднього підшипника на шийку осі;
– затягнути гайки;
– установити у паз осі стопорну планку, поєднати її зі шлицем гайки;
– закріпити болтами стопорні планки. Заповнити мастилом сепаратори підшипників в корпусі букси;
– установити кріпильну і оглядову кришки. Установити бирки з клеймами;
– виконати контроль і приймання колісної пари;
– зняти колісну пару з конвеєра і передати на лінію фарбування.
Правильність складання букси контролюється за наявності зазору від 0,5 до 2,1 мм між фланцевою поверхнею кріпильної кришки і торцевою поверхнею букси, а також за легкістю її обертання на шийці осі, яке повинно бути вільним. Допускається нерівномірний зазор по всьому колу, при цьому мінімально допустимий зазор 0,3 мм, повинен знаходитися у зоні розміщення вушок. Перевіряється осьове зміщення букси, яка повинна вільно переміщуватися вздовж шийки в межах осьового розбігу (0,68-1,38 мм). Не допускається затиснення роликів в осьовому напрямку. Дані монтажу заносять до журналу ВУ-90. Букси після монтажу підшипників фарбують у чорний колір. Ретельно повинні бути пофарбовані місця з’єднань лабіринтного кільця з передпідматочинною частиною осі, а також передпідматочинна частина між лабіринтним кільцем і колесом для запобігання корозійних пошкоджень.
Список використаних джерел:
Технологія ремонту рухомого складу. Шамагін В. О., Ареф′єв М. Ф., Пасько В. Н. та ін. 2008