Кривошипно-шатунний механізм дизеля ЧМЭ3 (K6S310DR) (docx)
Кривошипно-шатунний механізм
Завантажити конспект в форматі “docx” ви можете в кінці опису.
Призначений для перетворення хімічної енергії газів в механічну роботу. Складається з колінчастого валу, шатунів, поршнів, поршневих пальців та кілець.
Колінчастий вал

Обертальний момент, який сприймає колінчастий вал, передається якорю тягового генератора та допоміжним агрегатам (паливному, масляному, водяним насосам). Вал відкований з високоякісної сталі і має сім корінних, і шість шатунних шийок. Шатунні шийки разом зі щоками 25 і двома сусідніми корінними шийками утворюють кривошипи (коліна). Для зменшення маси всі шийки виконані пустотілими і в них та в щоках просвердлено отвори ᴓ18 мм для подачі мастила. Для кращої збалансованості колінчастий вал забезпечений дванадцятьма противагами (маса кожного 42 кг). Закінчується вал масивним циліндричним фланцем з дванадцятьма отворами для кріплення до тягового генератора та трьома допоміжними отворами. На передньому кінці колінчастого валу знаходиться фланець для кріплення антивібратора.
Антивібратор

Антивібратор призначений для усунення крутильних коливань які виникають внаслідок нерівномірного обертаючого моменту двигуна і в результаті можуть призвести до руйнування колінчастого валу.
Поршень, поршневі пальці та кільця
Поршень відлитий з кремній-алюмінієвого сплаву, маса 42 кг. Так як висота камери згорання в ВМТ – 13 мм, а хід клапанів 25 мм, в дні поршня зроблено чотири поглиблення під клапани.
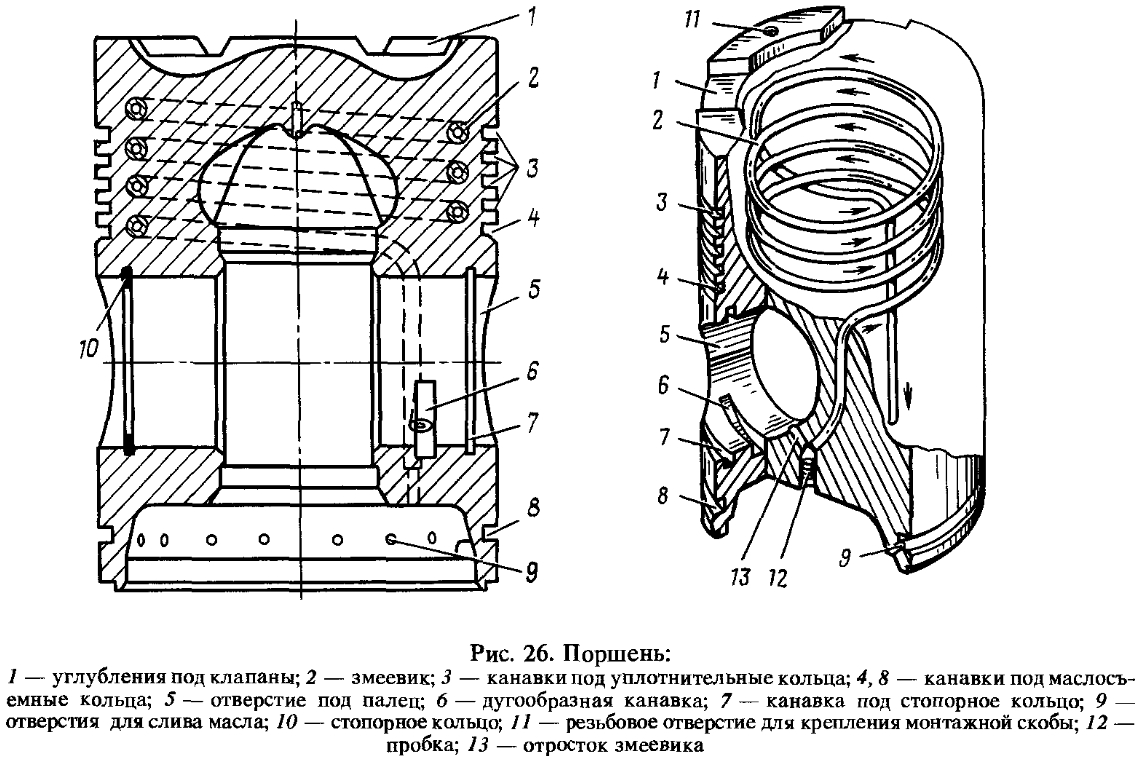
На стінках поршня зроблено чотири канавки під ущільнювальні (компресійні) кільця, та дві канавки для маслоз’ємних кілець, в яких є отвори для зливу мастила що знімається кільцями. Змійовик в середині поршня призначений для його охолодження мастилом. Поршневий палець служить для шарнірного з’єднання поршня з шатуном. Палець виготовлено з легованої сталі. Палець встановлюють з невеликим натягом для чого нагрівають поршень до 80-120°С. Верхнє кільце поршня хромують так як воно працює під високою температурою. Маслоз’ємні кільця запобігають попаданню мастила в камеру згорання.
Шатун та шатунні підшипники

Шатун виготовлено гарячою штамповкою зі сталі і термічно оброблено. Він складається з верхньої та нижньої головки, з’єднаних стержнем двотаврового січення, в якому є канал для проходу масла від нижньої головки до верхньої. Перед встановленням поршневого пальця в верхню головку, встановлюють втулку з натягом попередньо нагріваючи верхню частину шатуна до 80-100°С.
Технологія ремонту механізму
Основними несправностями колінчастого валу є задири і тріщини корінних та шатунних шийок (максимально допустимі тріщини не більше 5 мм) , спрацювання поверхонь під шківи та фланці (відновлюють наплавленням, після оброблюють шліфуванням) , згин колінчастого валу. Після ремонту колінчастий вал проходить балансування, потім його маркують. Основні дефекти шатунів, це спрацювання поверхонь верхньої та нижньої головок, відхилення від паралельності головок (скручування). Скручені шатуни ремонту не підлягають, визначають скручування спеціальним пристроєм. Спрацьовані втулки верхньої головки випресовують і замінюють новими. Згин шатунів усувають правкою їх на гвинтових або гідравлічних пресах з подальшою термофіксацією – нагріванням до 400-500°С і витримуванням у печі 2-3 год. Відремонтовані шатуни обміряють, сортують за масою, а інколи і довжині. Поршневі кільця замінюють. Поршні та канавки під кільця очищують від нагару.